

Saint Gobain Photo Gallery




{kind=link}
{kind=link}
PROJECT DETAILS
Client: Saint Gobain
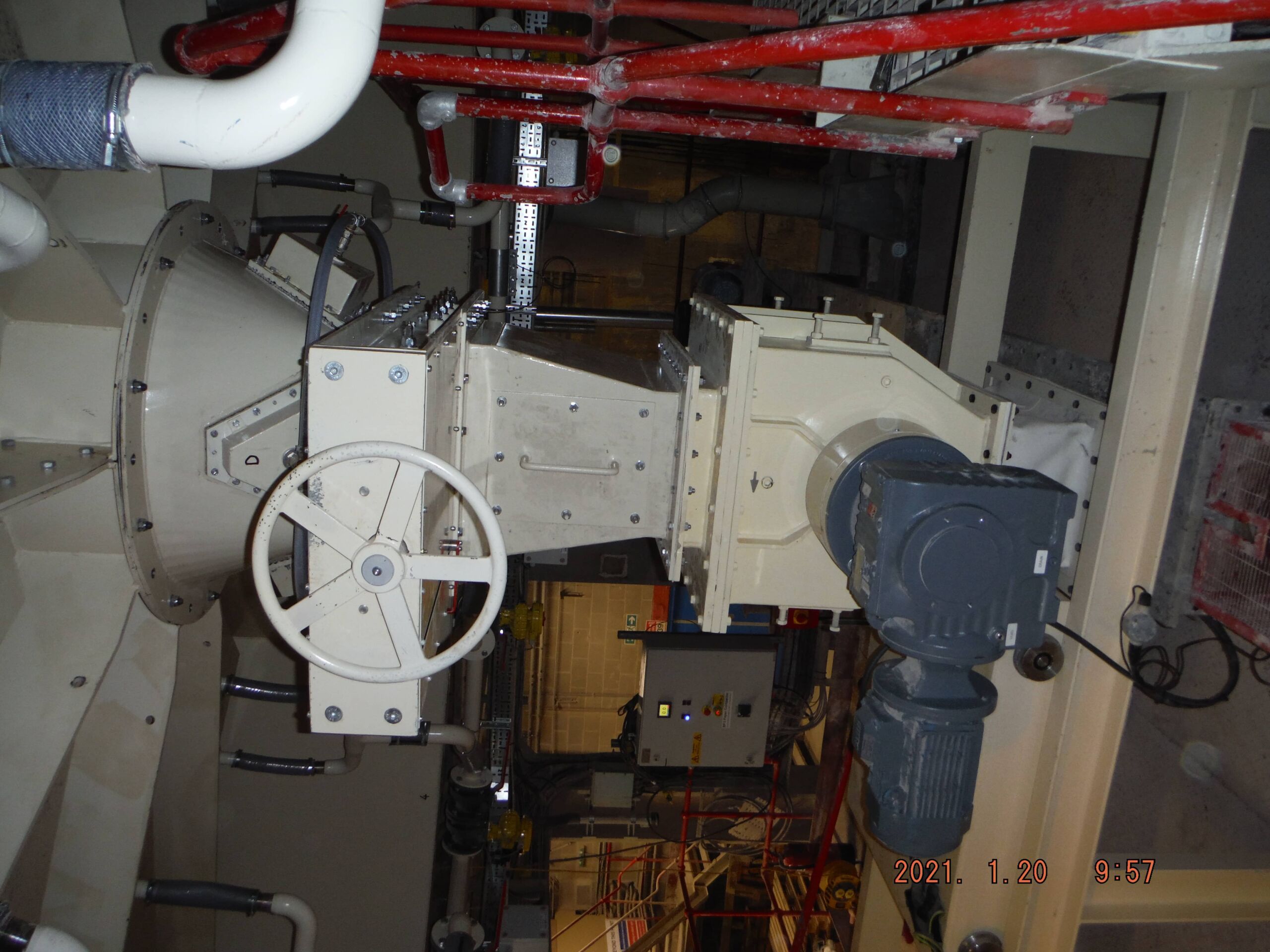
Project: Silo & Fluidised Discharger Upgrade
Background
Saint Gobain’s production was hindered by their 250te Stucco silo equipped with a Redler feeder, which consistently failed to efficiently manage stucco discharge. This issue impacted productivity, material wastage, and operational costs, necessitating an urgent and efficient solution.
Challenge
The project involved replacing the existing silo discharging system, demanding a solution that outperformed the current system while integrating with the existing infrastructure. Minimising operational disruption during implementation was crucial due to Saint Gobain’s continuous production environment.
Solution
Wright Engineering’s bespoke solution for Saint Gobain was both innovative and efficient, tailored to enhance compatibility with existing systems.
New Silo Bottom
• Purpose: Redesigned to better integrate with the advanced discharging system, focusing on optimising material flow and consistency.
• Benefits: Enhanced efficiency in stucco discharge, reducing blockages and improving reliability.
Veenstra Fluidised Discharging System
• Selection: Chosen for its superior efficiency in fluidising stucco using air injection technology.
• Impact: Significantly improved discharge rate, offering controlled and consistent material flow.
Aeration Pad Configuration
• Setup: 16 aeration pads at the base and 4 in the cone for uniform fluidisation.
• Advantages: Ensured a smooth and steady stucco discharge, preventing material segregation.
Upgraded Rotary Valve and Screw Conveyors
• Control Enhancement: New rotary valve for precise stucco flow management.
• Efficiency: Screw conveyors were upgraded for better alignment with the new system, enhancing handling capacity and reducing maintenance.
Upgraded Silo Top Filters
• Airflow Management: Necessary adjustments made to handle increased air volume.
• Safety and Functionality: Ensured efficient operation and safety under the new system’s demands.
Impact
The new system significantly improved operational efficiency and reliability, resolving longstanding issues and setting a higher standard in material handling and storage for Saint Gobain.
Conclusion
This case study exemplifies Wright Engineering’s ability to deliver innovative, technically sophisticated solutions to complex industrial challenges. The project not only enhanced Saint Gobain’s operational capabilities but also aligned with sustainable industrial practices by reducing wastage. It showcases Wright Engineering’s commitment to engineering excellence, client-focused solutions, and sustainable industry practices.
Contact Wright Engineering